乐发ll塑料中空板箱的生产工艺及制作方法
中空板、周转箱生产厂家
乐发ll乐发ll塑料中空板箱的生产工艺及制作方法
中空板、周转箱生产厂家
乐发ll
来源:广州中空板生产厂家 发表时间:2017-12-23 16:22:23 浏览人数:
导读:中空板有兰色、红色、黑色、半透明色、黄色、绿色、红色、灰色、咖啡色等颜色,也可根据用户需求来制作。 中空板外观华丽颜色丰富、地道等特点,无毒、无味、防潮、耐腐蚀、重量轻。抗老化,具备抗折。承载强度大,拉伸、压缩、撕裂、温度高等。
中空板有兰色、红色、黑色、半透明色、黄色、绿色、红色、灰色、咖啡色等颜色,也可根据用户需求来制作。
乐发ll中空板外观华丽颜色丰富、地道等特点,无毒、无味、防潮、耐腐蚀、重量轻。抗老化,具备抗折。承载强度大,拉伸、压缩、撕裂、温度高等。广泛应用于电子、机械、轻工、邮政、食品、医药、农药、家电、广告、装潢、文化用品、光磁技术、生物工程医药卫生等各种行业领域。
塑料中空板的生产工艺五大步骤
以单台挤出机上同时挤出芯材和平板,机头的流道中将熔体分为3层,上下层成型平板,中间层成型塑料中空板的芯层,为坚持芯层和面层的形状,采用冷却定型机来定型,并由首先牵引机将其牵引到加温箱中进行二次加温,之后再二次冷却等多道加工工艺。
1、使用自动裁切机对中空板材进行裁切。
2、根据图纸制做模切模板。
3、使用开合模切机、台式模切机进行精确裁切。
乐发ll 4、对已模切成形的半成品进行丝网印刷。
5、采用各种装订及焊接技术制成各种中空板制品。
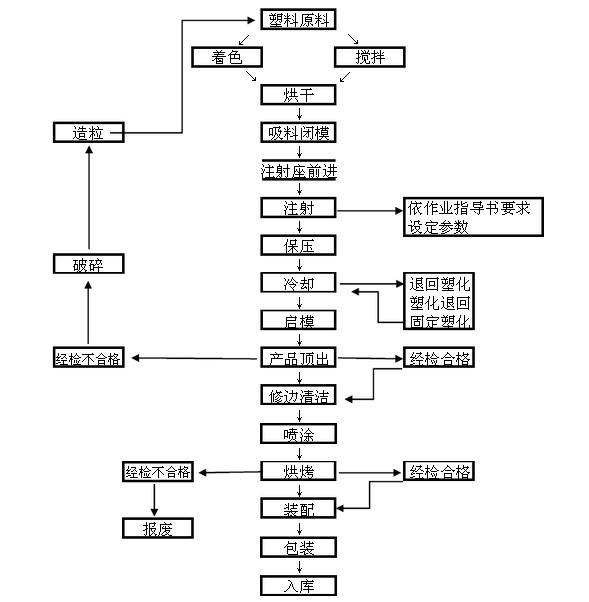
塑料中空板的注射成型生产工艺循环程序及注意事项
乐发ll闭模一高压低速锁模一注射座前移一熔料注射一保压一入模熔料冷却(此工序时间内同时还有塑化螺杆随注射座后退、螺杆旋转塑化原料)一模内成型熔料冷却固化、开模(同时顶出制品)一闭模(下一个注塑制品循环生产开始),
塑料中空板用原料按一次成型塑料制品的用料量,由料斗加入到注塑机的机筒内、转动的螺杆推动原料前移,与此同时原料接收机筒外部的加热.由于原料在机筒内既要受热升温,又要因螺杆上螺纹容积的逐渐缩小而受压缩,再加上不停转动螺杆的螺纹使翻动前移物料间及物料与机筒间的摩擦等多种条件作用,使原料在被推动前移的同时逐渐被塑化成熔融态.至螺杆前端的熔料,由于受喷嘴的阻力而产生反螺杆螺纹推压力,随着螺杆推动熔料前移量的增加,则产生的这个熔料反推压力也逐渐增加,当这个反推压力大于油缸活塞对螺杆的推力和摩擦阻力时(这个阻力即是螺杆的背压力),螺杆开始后退、同时开始料斗的加料计量.
螺杆后退的距离大小由一次成型注塑制品的注射料量来决定, 由生产前调整好的行程限位开关控制.后退的螺杆碰到行程开关后,则停止转动和后退,完成一次预塑化原料程序.
保压、降温定型达到预先设定的时间后,即制品固体成型完成.注射座被油缸活塞拉动后退,开始螺杆的第二次预塑化,成型模具打开,制品被顶出模腔,完成塑料中空板的注塑全过程.
合模部分完成锁模动作后,注射座被油缸活塞推动前移,直至喷嘴紧靠衬套口;然后注射油缸活塞推动螺杆迅速前移,按熔料进入成型模具中所需要的压力和流动速度,把熔料注入成型模具空腔内.为防止注满成型模具腔内的熔料回料和及时补充熔料冷却固化前的熔料收缩量,完成注射的喷嘴仍然紧靠在衬套口上,而且保持着一定的压力,这个过程称为保压、降温定型.
未来世界包装工业肯定朝着“轻、薄、短、小”方向发展。若能兼顾环保概念,将可得到各国认同,对提升竞争力将是一大利器。
新型包装材料生产厂家,为客户提供整套中空板解决方案
黄生:18025261166
康生:18002907287
地址:东莞市石碣镇沙腰新兴路20号
版权所有:乐发ll

扫一扫,关注我们
乐发ll中空板刀卡生产厂家找聚源塑胶
真实的品牌合作是给客户的信任
聚源公司的信念是《诚信立足,创新致远》
保证客户的品质,提高交货的速度是我们的宗旨
乐发ll
欢迎新老客户在线咨询订购包装材料产品!